La radiographie industrielle est l’option la plus directe quand vous devez voir à l’intérieur d’une pièce sans la détruire et décider vite : conformité, tri, investigation d’un défaut ou validation d’un assemblage. Elle produit une image 2D exploitable en contrôle qualité, et peut se compléter par la tomographie (CT) 3D lorsque la géométrie ou l’analyse demandée nécessite une lecture volumique plus fine.
Radiographie industrielle et inspection non destructive de vos pièces
La radiographie (RT) fait partie des méthodes d’essais non destructifs les plus répandues dans l’industrie : elle permet d’obtenir une image de la densité de matière d’un objet traversé par un rayonnement X (ou gamma), afin de révéler des manques de matière, des cavités, des inclusions ou des anomalies internes invisibles à l’œil nu.
Dans une logique “service”, l’intérêt n’est pas seulement de produire un cliché : c’est de répondre à votre question industrielle (est-ce conforme ? où est le défaut ? faut-il bloquer un lot ? un assemblage est-il correct ?). La radiographie est particulièrement pertinente quand vous voulez un contrôle rapide, avec une mise en œuvre plus légère qu’une analyse 3D complète, tout en conservant une traçabilité d’images numériques si nécessaire.
La radiographie est aussi un excellent “premier filtre” avant la tomographie : on dépiste en 2D, puis on passe en CT (3D) quand il faut lever une ambiguïté, mesurer un volume de défaut, localiser précisément une indication dans l’épaisseur, ou travailler sur des formes complexes.

Principe et applications de la radiologie industrielle
La radiographie industrielle repose sur le même principe que la radiographie médicale : les rayons X traversent les objets et subissent une atténuation qui varie selon l’épaisseur, la densité et la composition des matériaux traversés.
Les rayons X émis par le tube, sont mesurés par un détecteur placé de l’autre côté de l’objet, ce qui permet de produire une image en 2D (radiographie) qui révèle les variations internes de densité ou d’épaisseur.
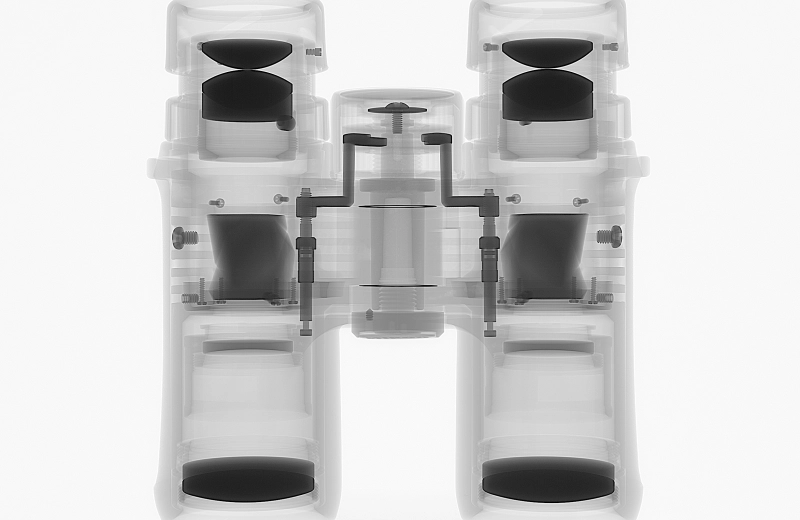
Cette capacité à visualiser l’intérieur des objets est particulièrement utile pour détecter très rapidement des défauts ou des anomalies qui ne sont pas visibles en surface.
En radiographie industrielle, les paramètres utilisés varient en fonction des besoins spécifiques : des rayons X de faible énergie pour les matériaux légers et fins (comme le carbone ou le plastique), et des énergies plus puissantes capables de pénétrer des matériaux denses et épais (comme l’acier ou le béton).
L’adaptation de ces paramètres nous permet ainsi d’optimiser le contraste et la dynamique de nos images 2D, permettant une détection rapide et fiable des défauts dans l’échantillon analysé.
Rayons X et pièces industrielles : les atouts du contrôle radiographique
La détection des défauts invisibles à l’oeil nu
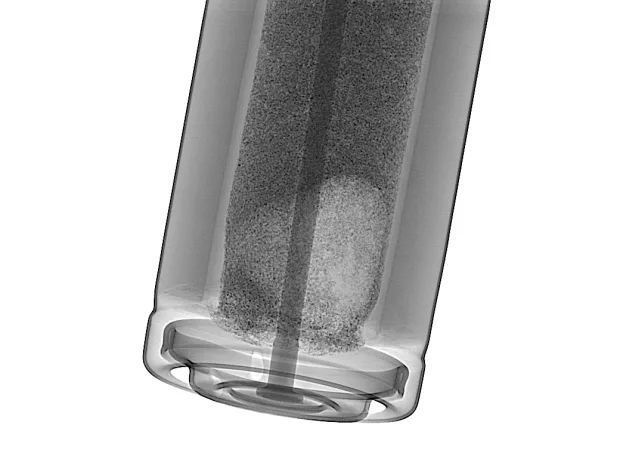
La radiographie est efficace pour visualiser des cavités et des matériaux étrangers inclus dans la pièce, et plus largement tout défaut qui crée un contraste d’absorption suffisant. Les discontinuités planes (certaines fissures, manque de fusion, etc.) sont mieux révélées lorsque le faisceau est parallèle au plan de l’indication : c’est pourquoi le choix des angles de tir et du positionnement est déterminant.
En pratique, c’est l’outil idéal pour : diagnostiquer un défaut de fonderie, vérifier une soudure, contrôler l’intégrité d’un composite, confirmer la présence d’un insert, ou valider un assemblage avant de mobiliser des méthodes plus lourdes.
De multiples matériaux analysés
La méthode s’applique à une large gamme de matériaux (aluminium, acier, titane, magnésium, composites…). Elle reste toutefois moins sensible dès que l’on cumule forte densité et grandes épaisseurs : plus la matière à traverser est importante, plus les exigences en énergie, contraste et géométrie deviennent contraignantes.
C’est précisément là qu’un prestataire vous fait gagner du temps : avant de lancer une série de clichés, on vérifie la faisabilité (matière, épaisseur, accessibilité, objectif de détection) et on choisit la stratégie d’imagerie la plus pertinente — radiographie 2D ou tomographie 3D ou si l’information volumique est indispensable.
Des résultats rapides et fiables
La rapidité est l’un des avantages structurants, surtout en numérique. En radiographie numérique, la “chaîne de développement” est nettement plus courte : quelques secondes avec un panneau plat (DR), moins de deux minutes avec un écran photostimulable (CR), contre plusieurs minutes pour un film argentique avec machine à développer.
La fiabilité dépend ensuite de la qualité d’image et de la maîtrise des paramètres : résolution spatiale de base, flou géométrique, diffusion (scatter), rapport signal/bruit, sensibilité au contraste, réglages d’intégration et corrections détecteur. Ces facteurs sont explicitement considérés dans les référentiels de performance des détecteurs numériques.
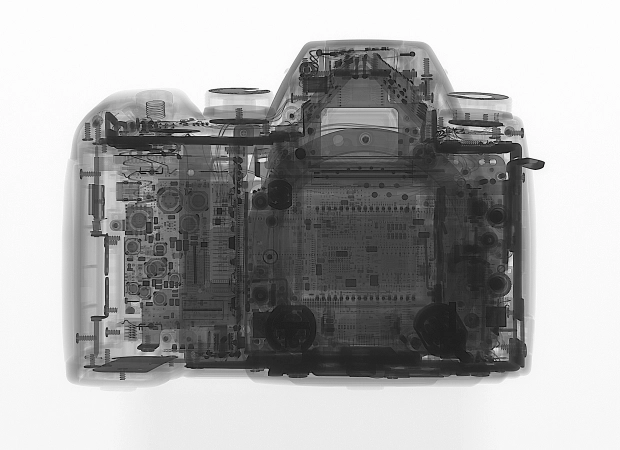
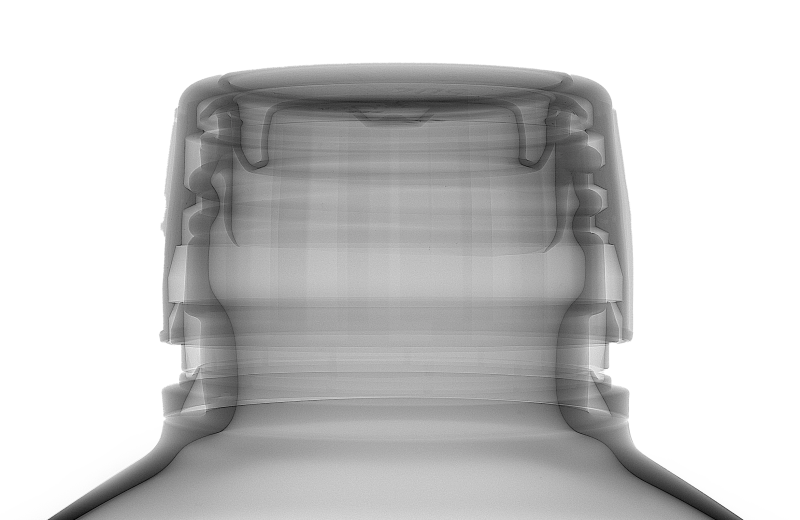
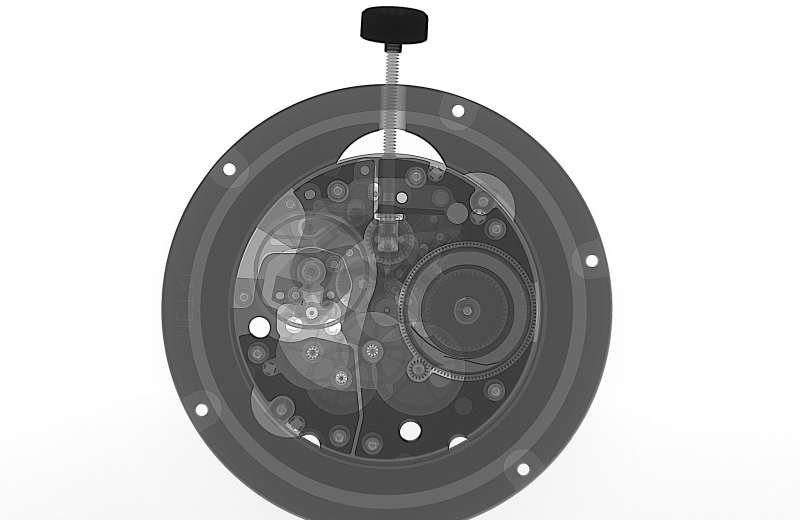
Exemple d’images radiographiques 2D



Vous avez un projet ? Des questions ?
Les applications de la radiologie industrielle
Industrie automobile et contrôle des pièces
En environnement automobile (et plus largement en production en série), la radiographie 2D est souvent utilisée pour la détection rapide de défauts sur pièces de fonderie (ex. composants aluminium) ou sur des composants mécatroniques (ex. actionneurs, moteurs, connecteurs, etc).
Vérification d’éléments critiques en aéronautique et spatial
En aéronautique, on attend une capacité à contrôler sans démontage des zones internes sensibles et des structures complexes. Cela permet ainsi de s’assurer qu’une soudure est correctement réalisée (pénétration matière, absence d’inclusions ou de porosités) et d’utiliser le capteur contrôlé.
Inspection de composants électroniques multisectoriels
En électronique (PCB/PCBA), l’imagerie RX sert à visualiser des soudures cachées (BGA, etc.), vérifier des connexions internes et identifier des défauts non visibles en inspection optique. C’est un usage industriel bien établi, notamment en inspection automatisée par rayons X.
Quels sont les types de défauts visibles en radiographie industrielle ?
Notre FAQ dédiée à la radiographie industrielle
Quels sont les avantages de la radiographie par rayons X ?
Le principal avantage est d’obtenir une image interne 2D claire et exploitable, avec une détection généralement “visuelle” des indications contrastées, tout en restant relativement tolérant à l’état de surface par rapport à d’autres méthodes. La radiographie est aussi, en règle générale, plus rapide et moins coûteuse qu’une tomographie 3D, tout en étant complémentaire quand une analyse volumique devient nécessaire.
Quels types de matériaux peut-on inspecter ?
La radiographie industrielle par rayons X peut être utilisée sur les métaux (aluminium, acier, titane), les polymères et plastiques, les composites, les céramiques, et les matériaux organiques.
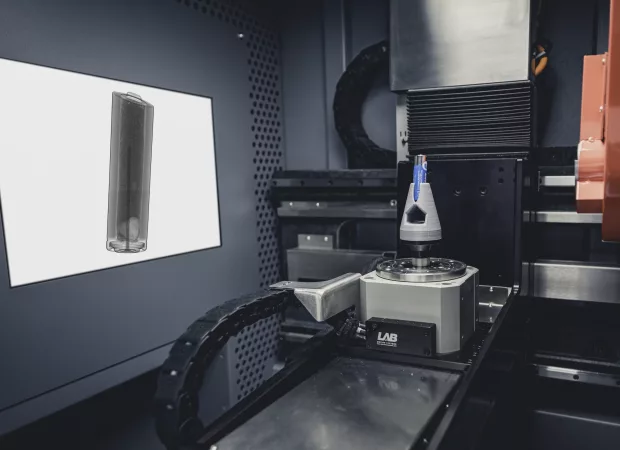
Comment fonctionne un contrôle par radiologie industrielle ?
Le processus commence par la préparation de la pièce, qui est placée sur un support spécifique dans l’équipement de radiographie, sans nécessiter de traitement préalable. Un générateur à rayons X émet ensuite un faisceau de rayons X dirigé vers la pièce. Lorsque les rayons traversent celle-ci, ils sont atténués en fonction de la densité et de l’épaisseur des matériaux.
Les rayons atténués sont captés par un détecteur, qui convertit ce faisceau en une image radiographique. Cette image révèle les structures internes de la pièce et permet d’identifier d’éventuelles anomalies, comme des fissures, porosités ou inclusions. Ce processus précis et rapide garantit une inspection complète, sans altérer la pièce.
Quelle est la résolution de l’image obtenue ?
La résolution spatiale d’une inspection par rayons X dépend de plusieurs facteurs, notamment de la taille de point focale de la source de rayons X, de la taille du pixel du détecteur (pixel pitch) et de la position de l’échantillon dans le flux de photons. Avec un équipement de haute précision, comme notre micro-tomographe, il est possible d’atteindre une résolution allant jusqu’à 5 microns.
Selon les besoins du contrôle, il est possible de dégrader cette résolution afin d’obtenir des images plus rapidement, et ainsi de contrôler de grande série de pièces.
Combien coûte une inspection par radiographie industrielle ?
Le coût d’une inspection par rayons X varie en fonction de plusieurs critères, tels que la taille des défauts recherchés ou de la résolution demandée, du volume à inspecter et du nombre de pièces à inspecter. Avec l’automatisation du chargement des pièces et de l’analyse, il est ainsi possible d’obtenir un contrôle 2D par rayons X à quelques euros par pièce.
Pour obtenir un devis précis, n’hésitez pas à nous contacter !
