
Révéler la beauté intérieure — C’est en plongeant au cœur de la matière qu’on découvre ce qui fait la différence entre un bon produit et un excellent produit. Grâce à la tomographie RX, il est désormais possible de scanner un étrier de frein complet pour en extraire des données d’une richesse exceptionnelle : forme interne, volume d’huile, défauts de moulage, mesures précises… Un exemple concret de l’apport de cette technologie dans les secteurs de l’automobile ou de l’aéronautique.
Étapes d’une tomographie : de la pièce brute au volume 3D exploitable
Posage et acquisition
Le processus commence par le posage minutieux de l’étrier. L’objectif est de garantir une stabilité maximale pendant toute l’acquisition des radiographies, tout en optimisant les angles de vue pour une couverture uniforme (et ainsi réduire les artefacts de plan / cone beam artefacts). Une mousse de calage neutre aux rayons X est souvent utilisée pour éviter toute perturbation des images. Selon la géométrie de la pièce, des stratégies spécifiques peuvent être mises en place, comme la rotation combinée avec un déplacement linéaire (helicoidal scan) pour maximiser la résolution et minimiser les artefacts de ring. Dans notre cas, un simple stack nous aura permis de réaliser une tomographie de qualité avec une taille de voxel de 25µm.

Echantillon dans notre tomographe durant le scan
Radiographies 2D et reconstruction 3D
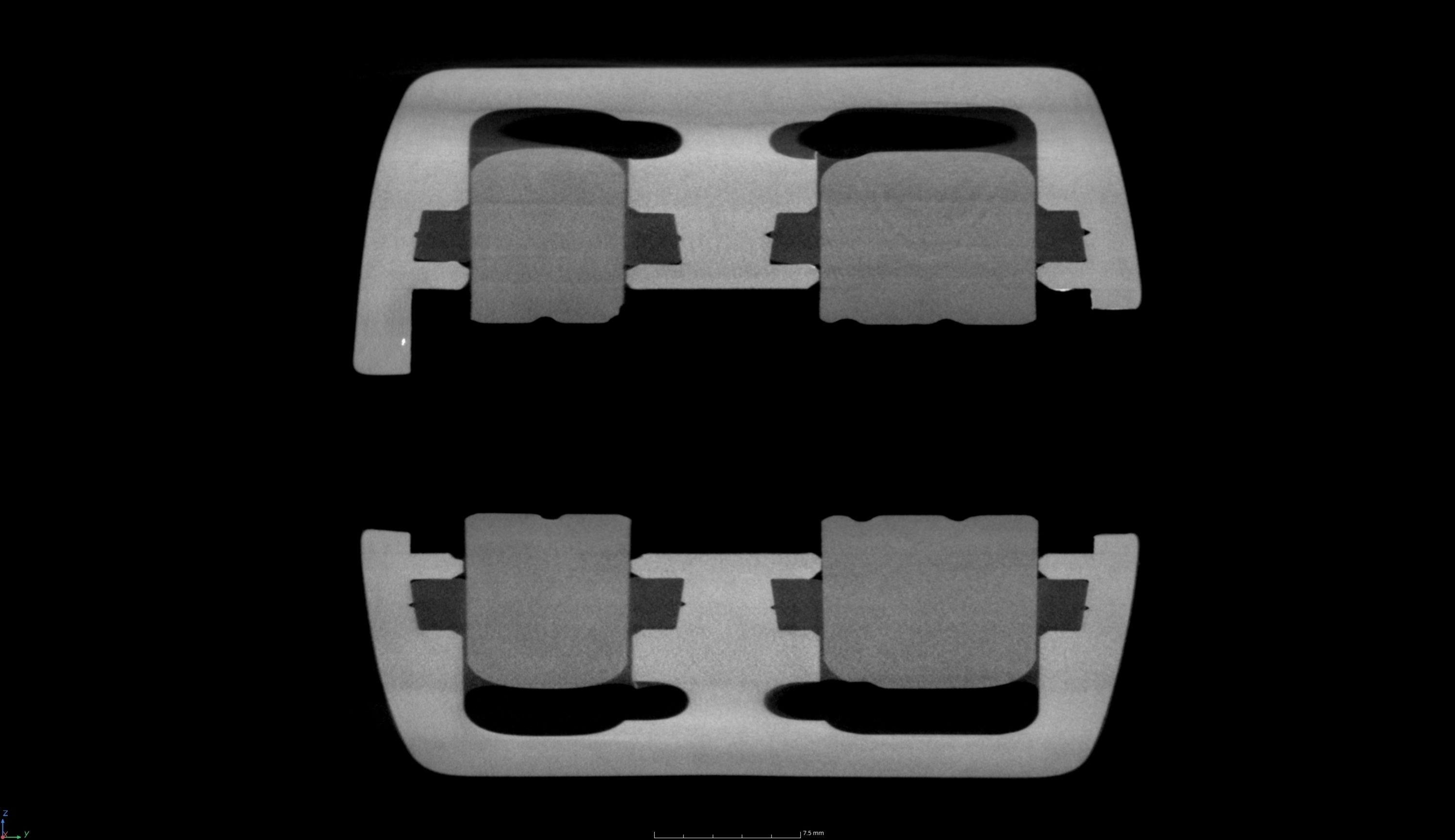
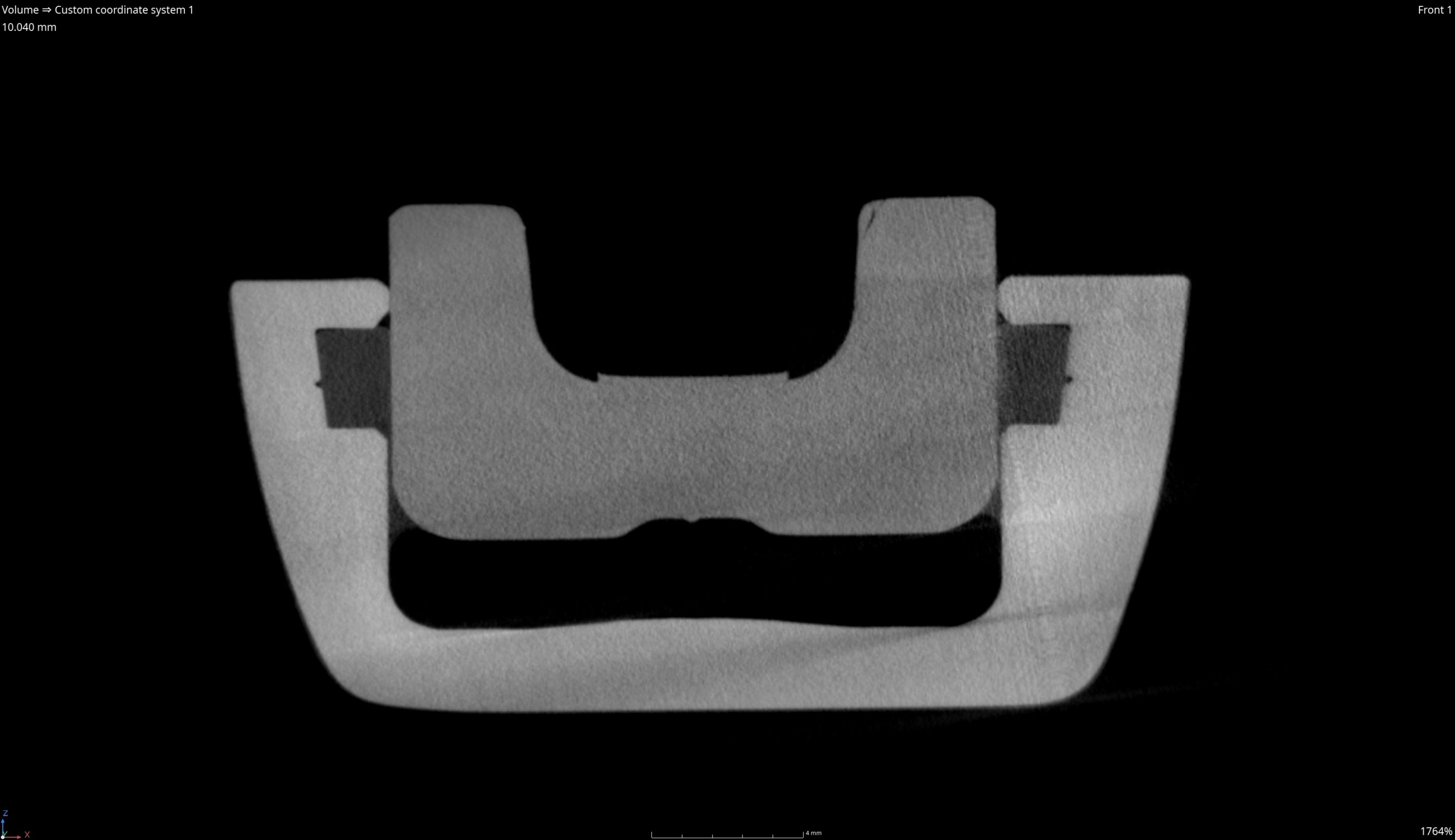
Les radiographies 2D réalisées pendant l’acquisition fournissent une première lecture qualitative. Elles permettent d’identifier rapidement les zones moins épaisses comme les canaux, les fissures éventuelles, ou les inclusions grossières, ou encore les inserts plus denses. Néanmoins la détection de ces indications, ou défauts, est grandement sensible à l’orientation de l’échantillon dans le champs de vue. La radiographie à donc ses limites dans cet exemple.
Une fois les acquisitions 2D terminées, les données brutes sont reconstruites via un algorithme de reconstruction tomographique 3D. Cette étape essentielle transforme les milliers de radiographies en un volume numérique complet, constitué de voxels représentant la densité de l’échantillon. Chaque voxel numérique représente 25µm de notre pièce, ce qui nous permet alors de détecter des défauts de l’ordre de 75µm ou plus (soit 3 voxels).
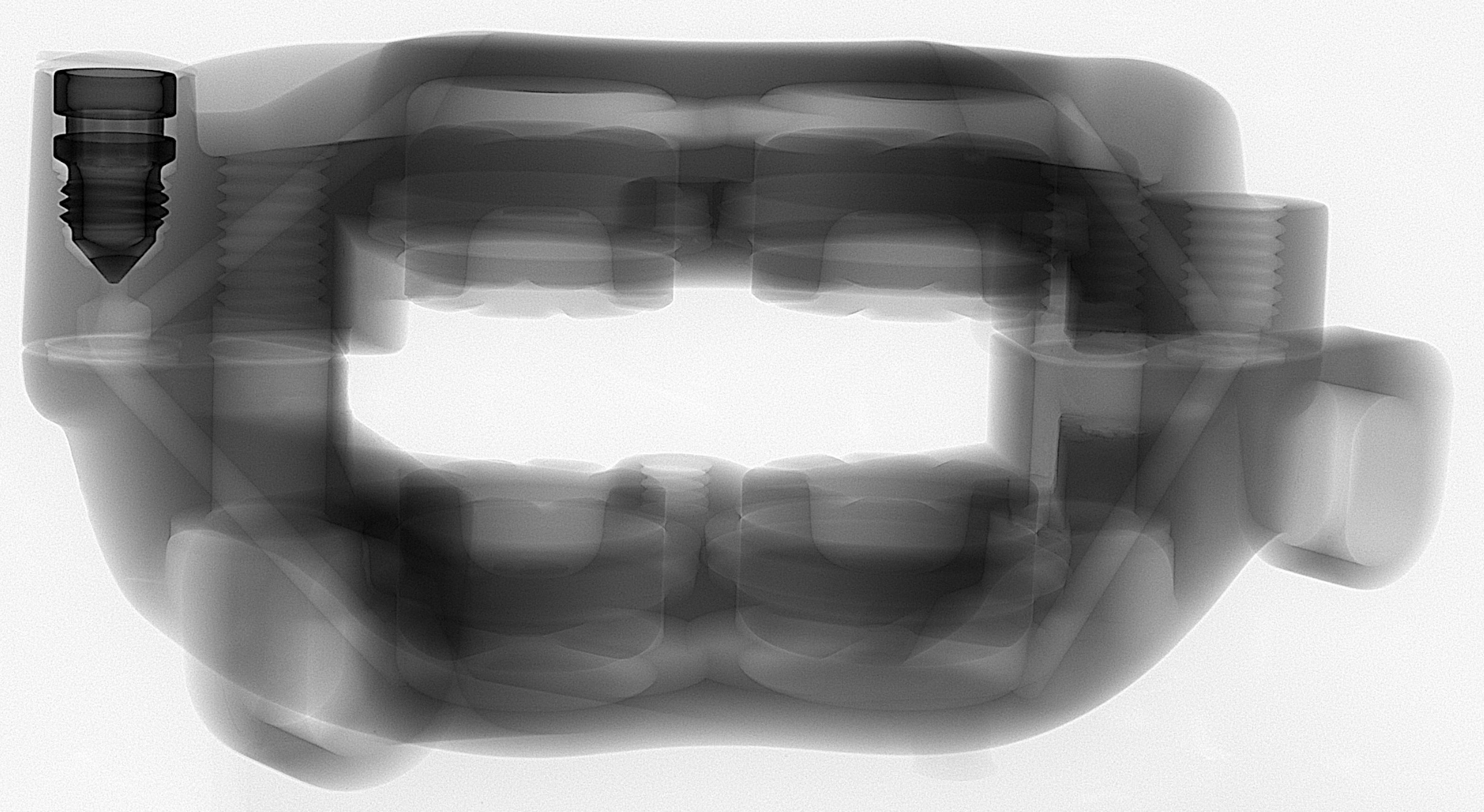
Radio (projection) 2D de l’étrier de frein durant le scan
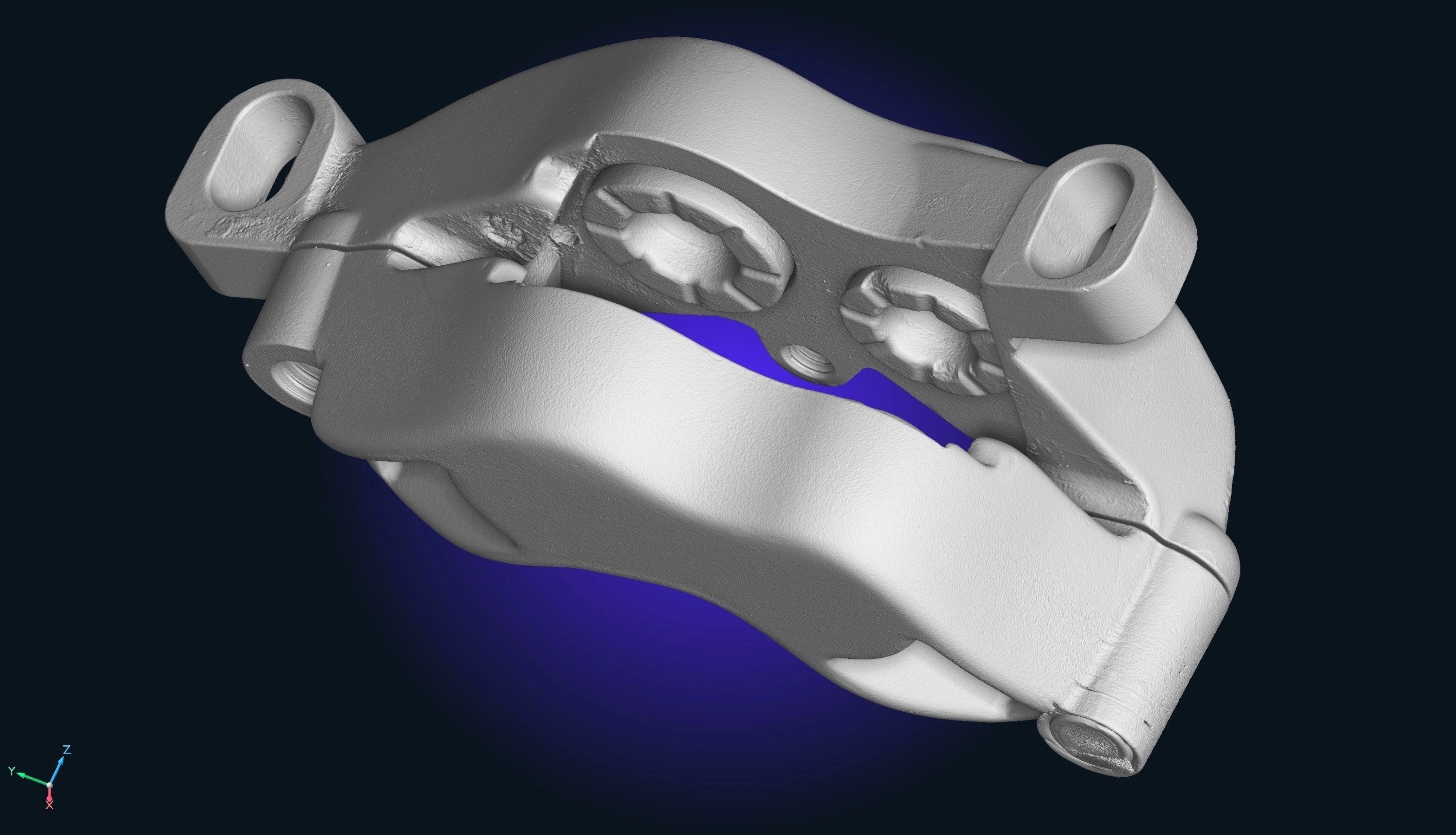
Rendu 3D avec détermination de surface
Analyses et traitements via VG STUDIO MAX : extraire de la valeur des voxels
Détermination de surface et ROI (régions d’intérêt)
Le fichier volumique est ensuite importé dans le logiciel VG Studio Max. Le processus d’analyse commence par la détermination de surface (Surface determination), qui segmente les interfaces entre matière et vide avec une précision sub-voxelique (en mode avancée). Cette opération permet de créer un modèle de surface fidèle, indispensable pour les mesures ultérieures.
Des régions d’intérêt (ROI) sont ensuite définies. Dans le cas de l’étrier, les canaux de circulation d’huile sont extraits pour une analyse ciblée. On peut y mesurer le volume exact de fluide possible (ici 2.58mm3), mais aussi identifier les sections étroites susceptibles de créer des perturbations ou de piéger des bulles d’air (qui peut gêner la purge du système).
Rendu 3D avec détermination de surface
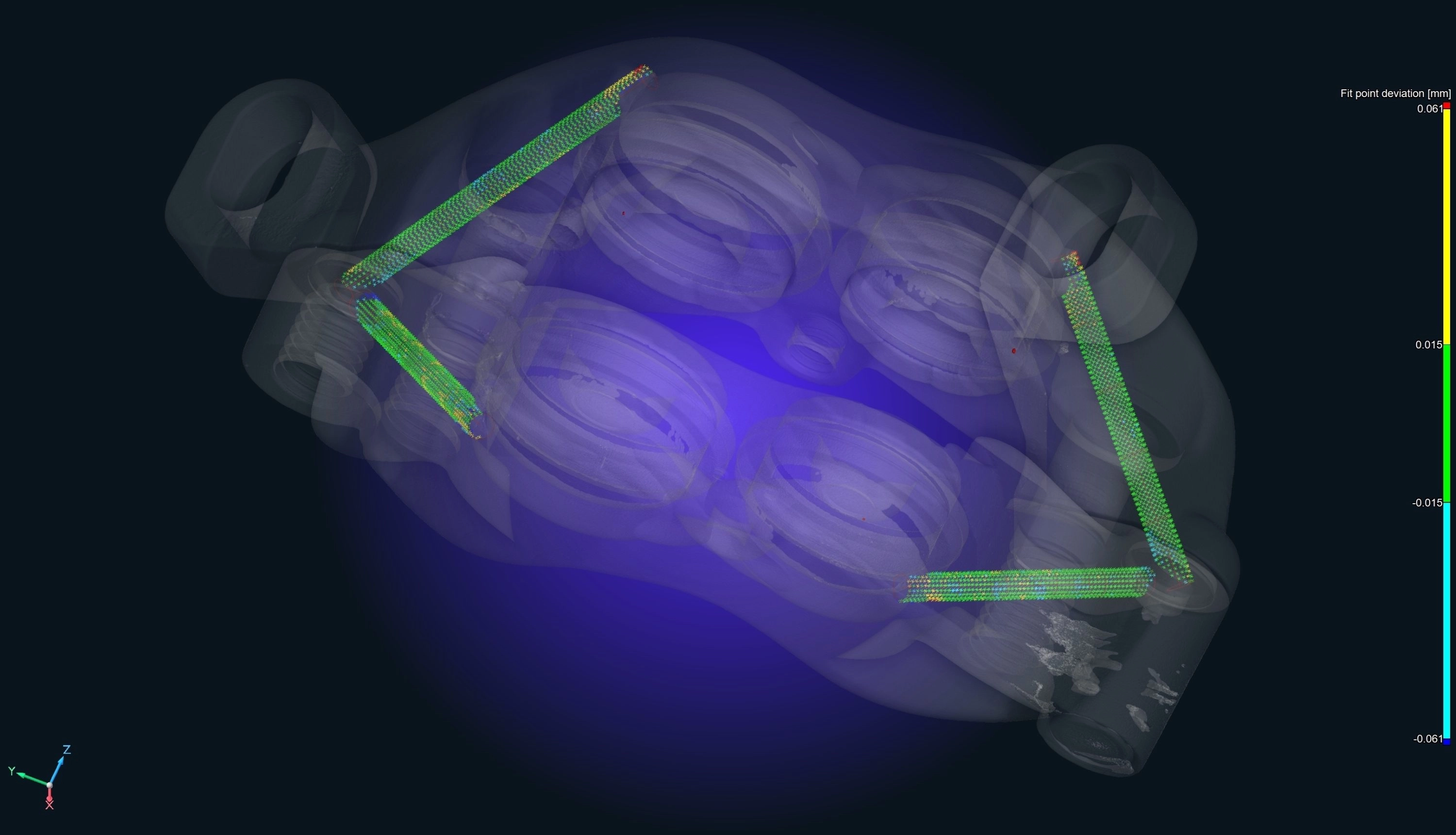
Mesure des canaux internes
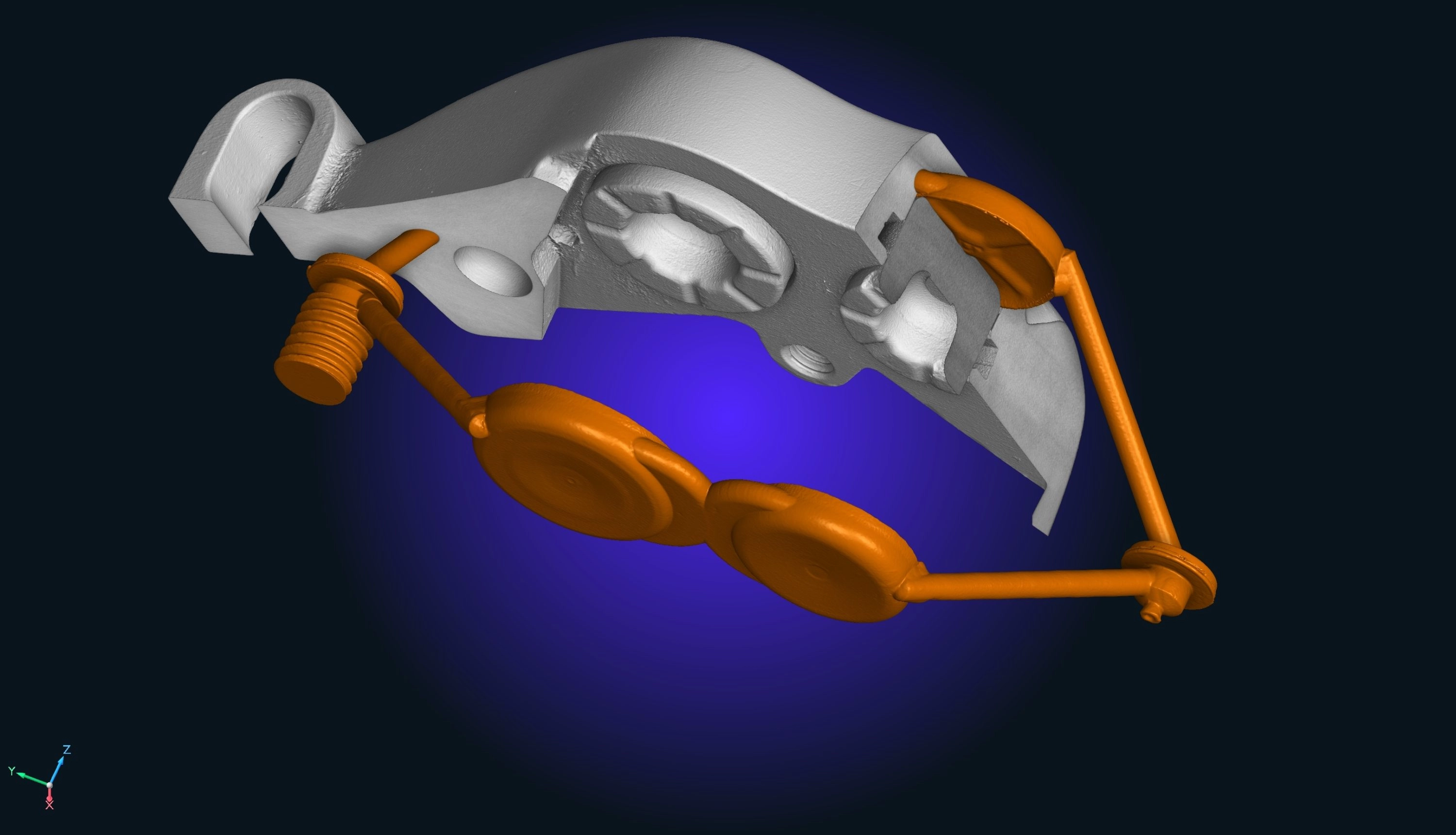
Analyse du volume d’huile total (ici 2.58mm3)
Analyse des inclusions et fissures
L’analyse d’inclusions (ou de corps étrangers) est réalisée grâce au module de détection automatique d’inclusions. Chaque inclusion est classifiée selon sa taille, sa forme, sa densité relative et sa position. Une inspection par seuils personnalisables permet de distinguer les défauts critiques des tolérables. Les volumes d’intérêt peuvent être filtrés et visualisés en fausses couleurs (Retrouvez les différents types d’analyses réalisables sur cette page).
Coupe tomographique d’une inclusion détectée
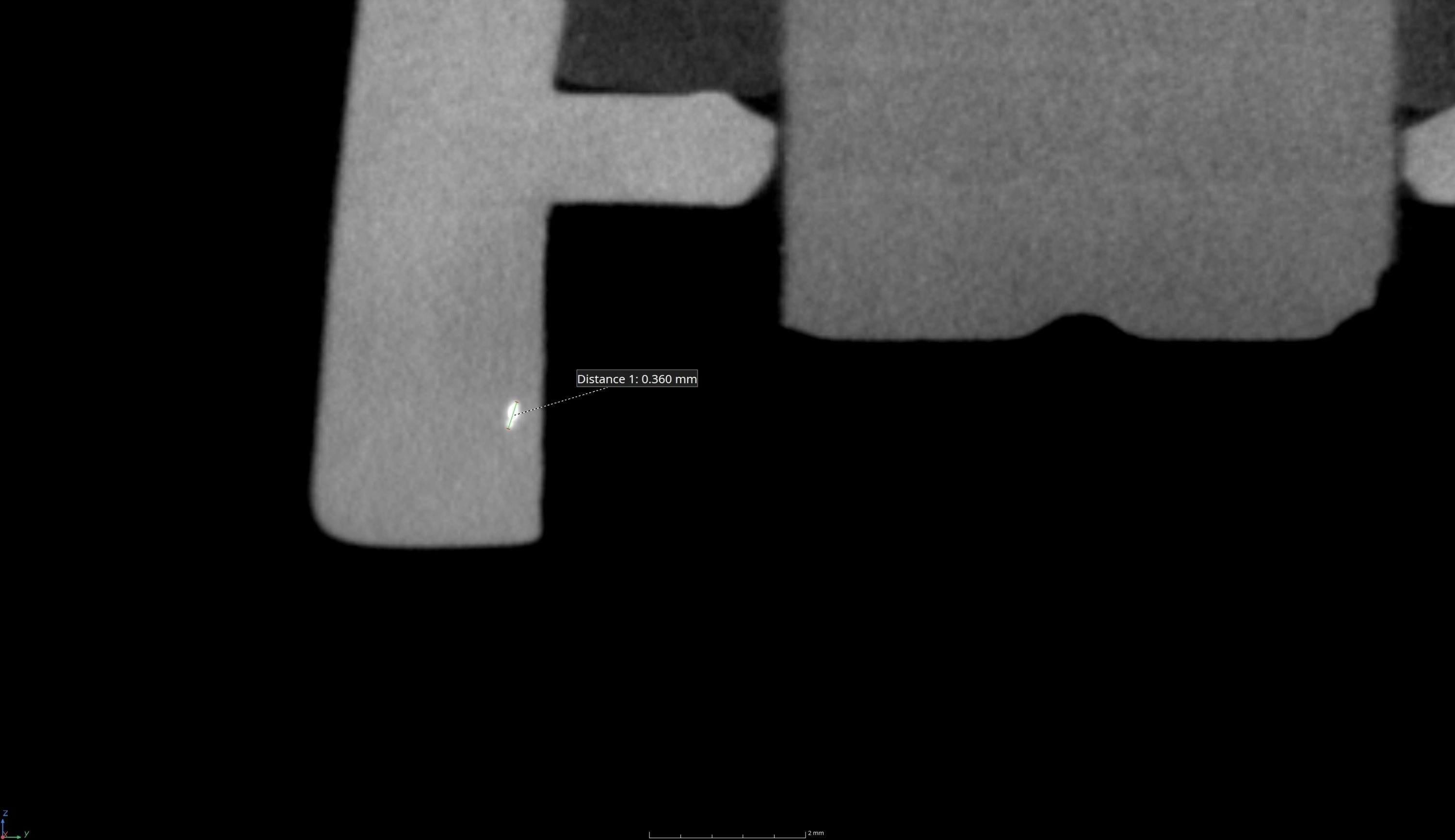
Zoom et mesure sur l’inclusion
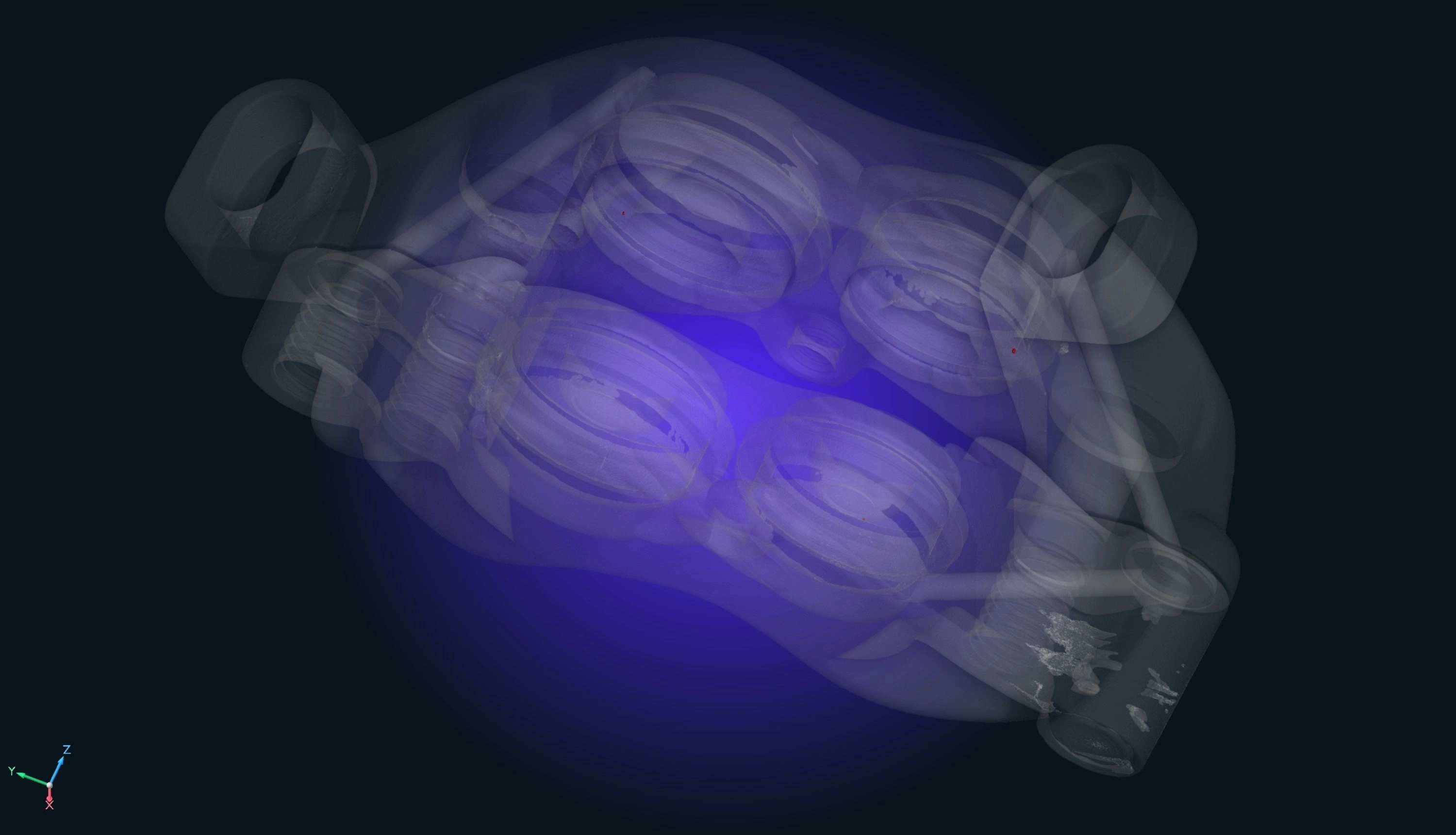
Vue 3D des inclusions
En parallèle, nous avons pu inspecter les pistons et déceler une fissure sur l’un d’entre eux. Sur les filets il est aussi possible de réaliser des mesures métrologiques, angle & pentes, pas du filet, diamètre intérieur filet & extérieur matière, etc.
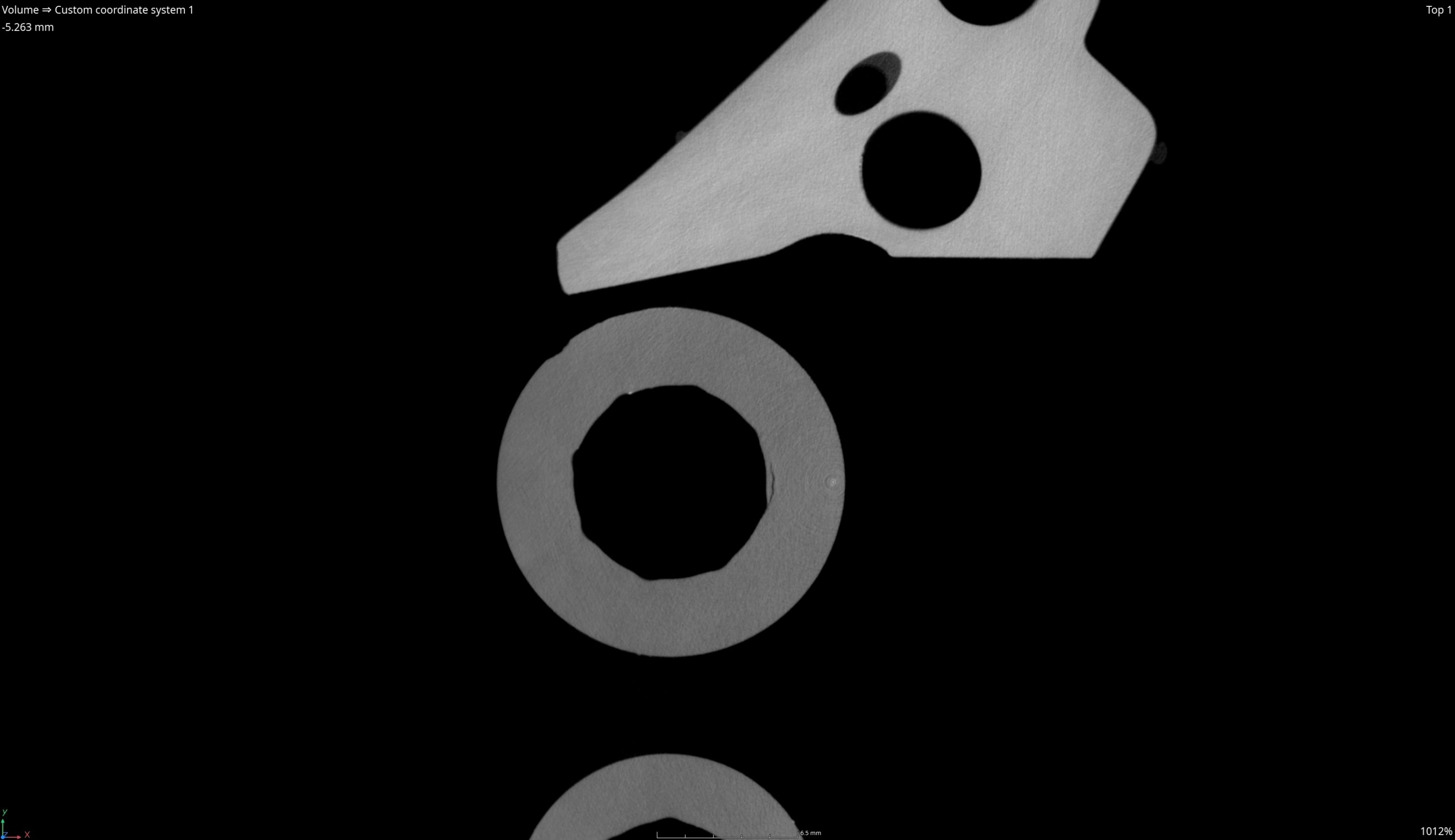
vue du dessus du piston + fissure
vue de coté du piston + fissure
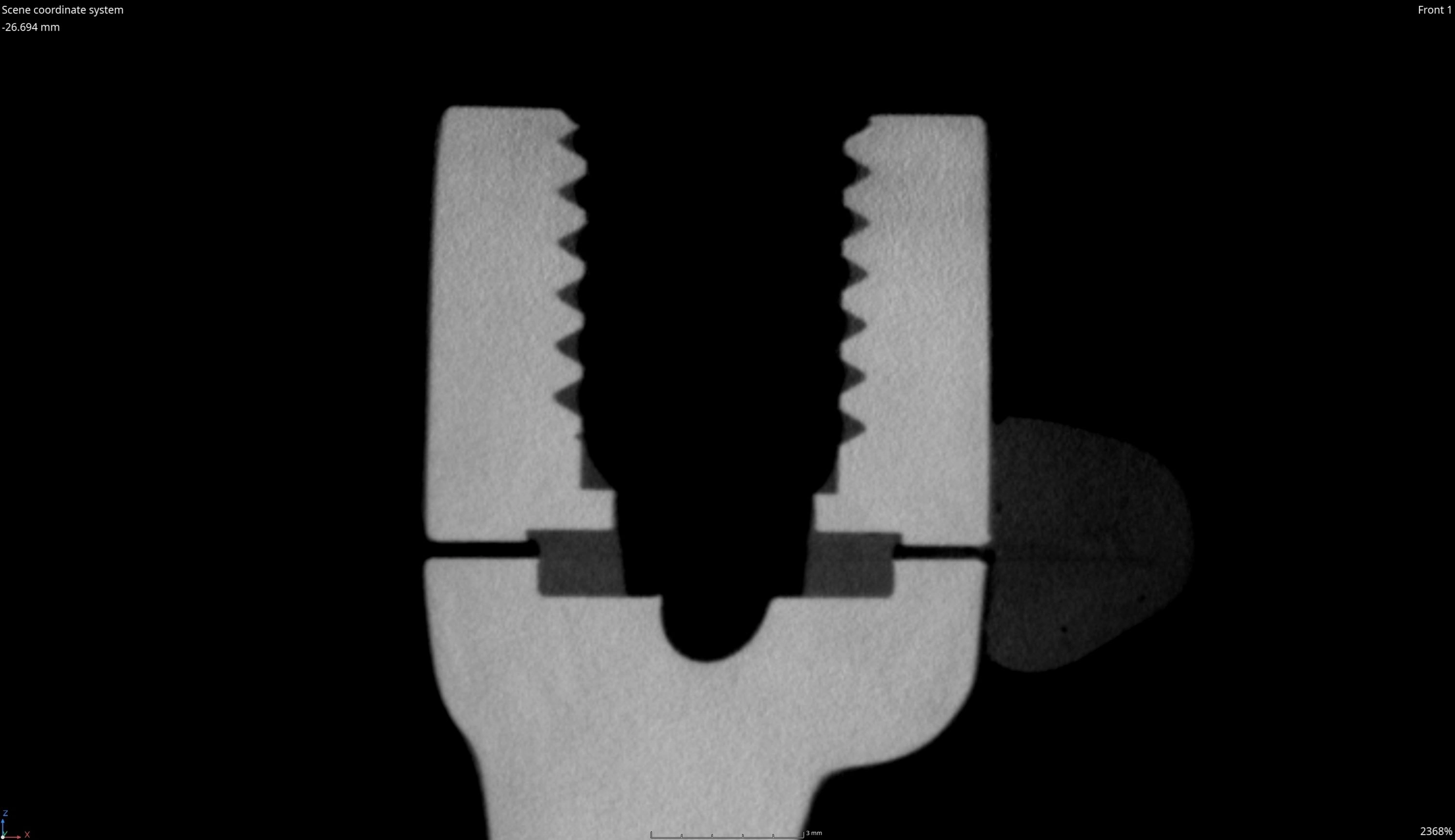
coupe tomographique du filet
Rapport de mesures et livrables
Un rapport d’analyse est généré via le logiciel, avec images annotées, mesures quantitatives, histogrammes et tableaux détaillés. Ce rapport peut être exporté en formats PDF ou HTML, facilitant ainsi le partage et l’intégration des résultats dans les processus de développement ou de production. Il est aussi possible d’avoir un tolérancement sur le nombres d’inclusion ou leurs tailles, permettant d’avoir un go/no go rapide sur une pièce scannée.
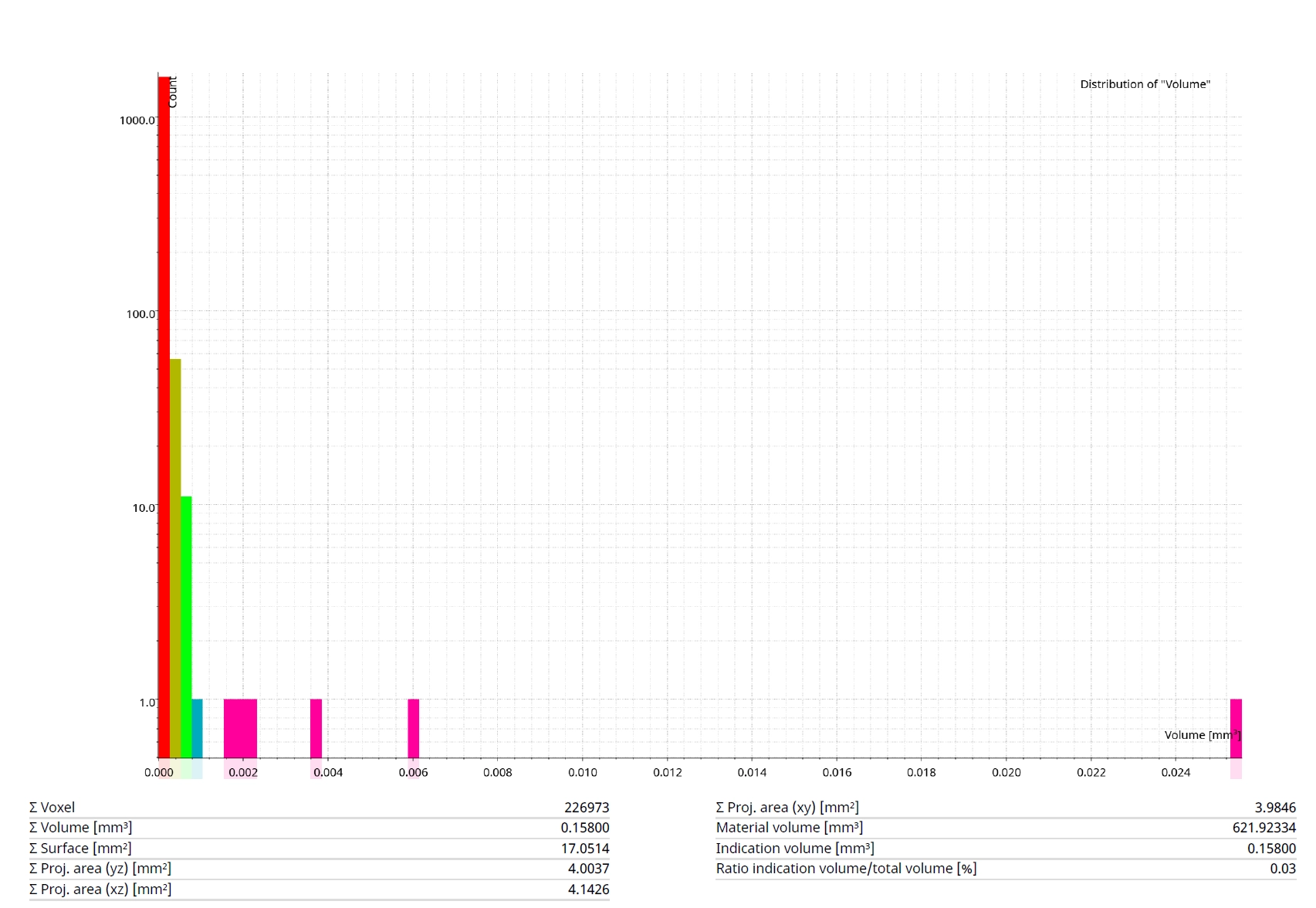
Exemple de rapport statistique des inclusions trouvées
Exploiter les données : vers une meilleure conception produit
Les données issues de la tomographie deviennent un outil d’aide à la décision. La forme des canaux internes conditionne l’efficacité du freinage. Des volumes morts peuvent entraîner la formation de bulles d’air ou ralentir la mise en pression. Ces défauts sont invisibles sans tomographie.
Le responsable produit peut modifier la conception pour supprimer ces zones à risque. Ces ajustements sont testables virtuellement avant prototypage. Les données permettent aussi d’optimiser les processus de moulage ou d’usinage, réduisant ainsi les coûts et les délais de développement.
Un outil stratégique pour la qualité et la R&D
Pour un ingénieur qualité, la tomographie RX offre un niveau de visibilité incomparable sur l’origine des non-conformités. Plutôt que de s’en remettre à des tests fonctionnels ou à des coupes destructives hasardeuses, il peut localiser précisément les défauts internes (porosités, inclusions, fissures, défauts d’usinage, mauvaise purge de canalisation), les quantifier et les corréler aux critères d’acceptation. C’est une approche rationnelle qui permet de réduire les incertitudes, de documenter les anomalies et de fiabiliser les rapports d’expertise.
Côté R&D, cet outil est encore plus précieux. Dès les premières phases de développement, les scans RX permettent de valider un design, d’analyser un prototype fonctionnel, ou d’identifier les zones sensibles avant même les essais terrain. L’ingénieur peut ainsi optimiser la géométrie interne, tester des hypothèses de conception, ou itérer plus rapidement vers une version industrialisable. Grâce à l’exploitation des volumes dans VG STUDIO MAX, les données issues du scan deviennent un jumeau numérique réaliste, prêt à être intégré dans une démarche de simulation ou de fabrication additive.
Et demain ? Vers la simulation intégrée
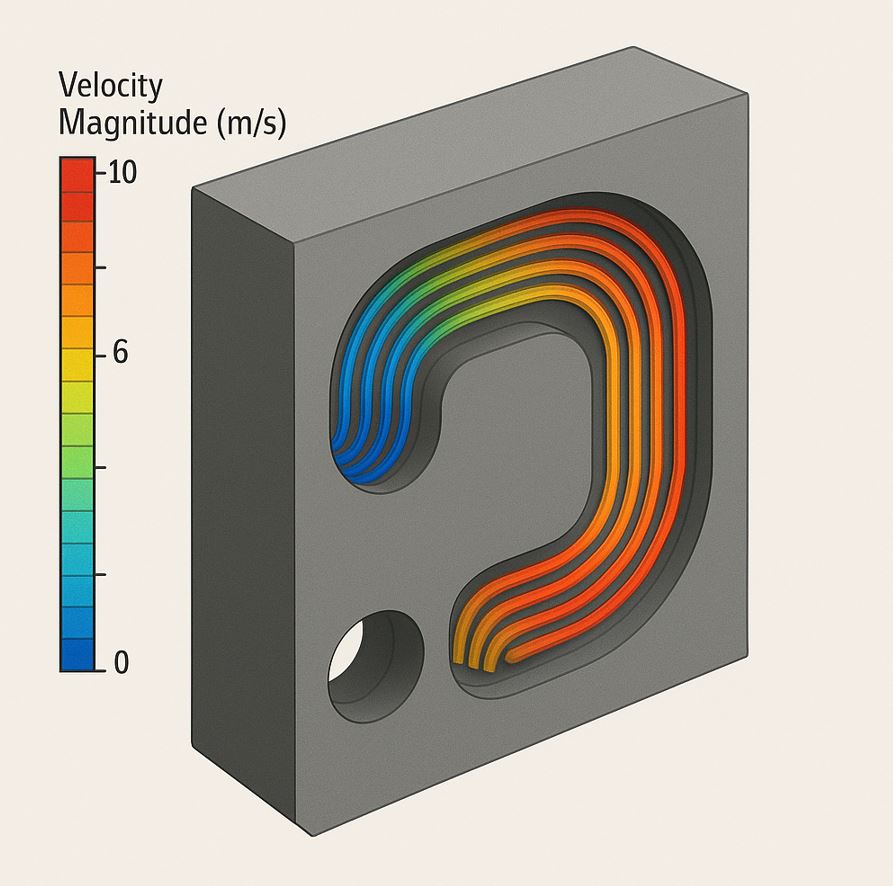 Les volumes obtenus peuvent servir de base à des modèles CAE réalistes: simulation mécanique, thermique ou fluide.
Les volumes obtenus peuvent servir de base à des modèles CAE réalistes: simulation mécanique, thermique ou fluide.
C’est une étape vers l’industrie 4.0: les pièces sont modélisées dans leur fonctionnement réel, permettant des analyses prédictives et une optimisation continue des produits et des processus.
Conclusion
Vous développez un composant complexe ou rencontrez des défauts invisibles ?
Azimut Control vous accompagne dans l’analyse tomographique complète de vos pièces, vous offrant des insights précieux pour améliorer la qualité et la performance de vos produits.
? Contactez-nous pour une analyse personnalisée : révélons la beauté intérieure de vos produits.

